コンテンツへスキップ
ナビゲーションに移動
製造業向け ホワイトボード型・生産管理システム
TOP
TOP
ADAPについて
About
ADAPの機能
Functions
ADAP導入事例
Case
よくある質問
FAQ
セミナー・イベント
Seminar / Event
セミナー
イベント
製造業のための生産管理入門
Production control
製造業のための生産管理入門
TOP
製造業のための生産管理入門
生産管理、サプライチェーンマネジメントに関する基本的な用語を解説します。
製造業のための生産管理入門
サプライチェーン・マネジメント(SCM)とは
SCM(サプライチェーン・マネジメント)のDXを成功させるポイント
BOM (部品構成表)とは?生産管理のためのBOMの作り方
5S活動の意味と目的とは
物流の2024年問題 製造業への影響と対策
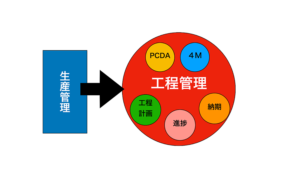
工程管理とは
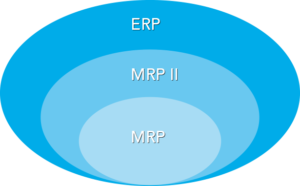
MRP・MRPⅡ・ERPとは
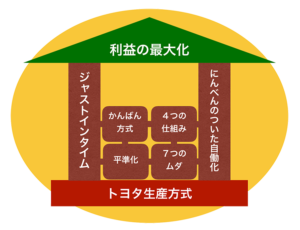
トヨタ生産方式とは
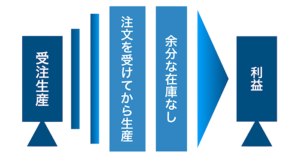
受注生産とは
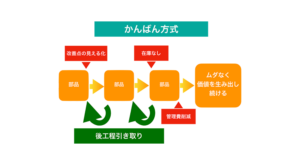
カンバン方式とは メリット・デメリット
見込み生産・受注生産・個別生産に適したシステムの選び方
デカップリング・ポイントとは ~見込み生産と受注生産の境目~
製番管理・MRP・かんばん方式はどの生産形態に適しているのか
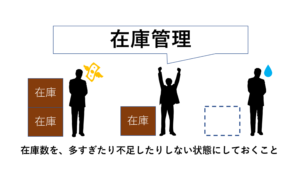
在庫管理とは 具体的なやり方と改善のステップ
業務改善の視点 インダストリアル・エンジニアリング
QC七つ道具によるQCの手法
生産リードタイム(製造リードタイム)・調達リードタイム
生産管理とは
製造業のQCDとは
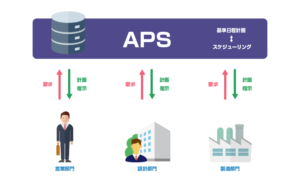
APSとは 生産管理に適用するメリット
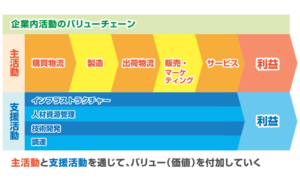
バリューチェーンとは
生産管理コンサルタント 野本真輔
野本真輔 生産管理コンサルタント
生産管理お役立ち情報
生産管理お役立ち情報
2023年12月19日
【メール講座】生産管理の見える化
2023年12月19日
MENU
TOP
ADAPについて
ADAPの機能
ADAP導入事例
よくある質問
セミナー・イベント
セミナー
イベント
製造業のための生産管理入門
PAGE TOP